
Какой метод лучше всего подходит для ремонта роликов?
2025-10-17
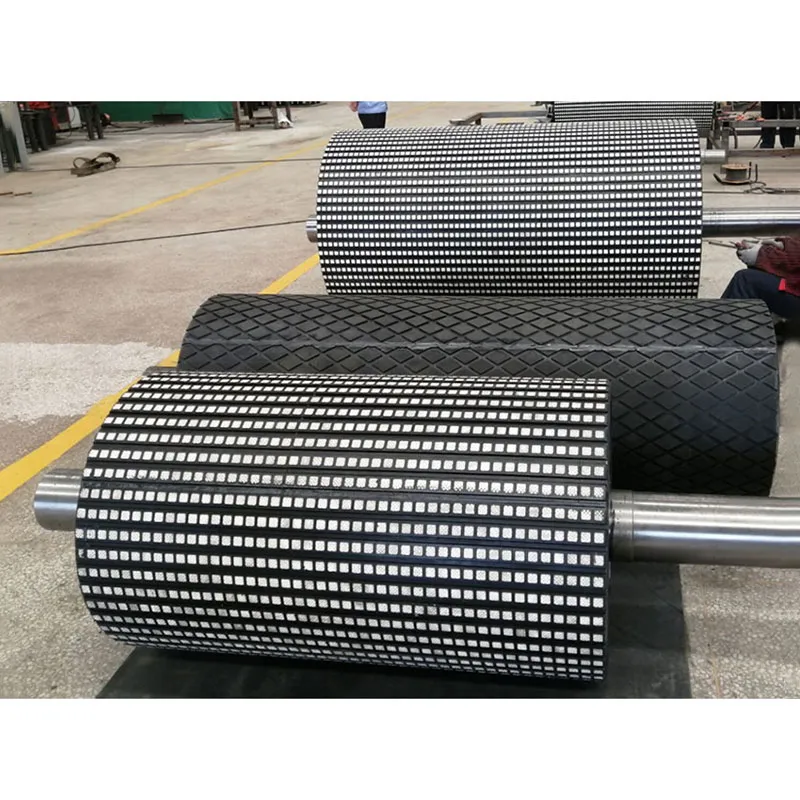
Футеровка барабанов — важнейший компонент и неотъемлемая часть ленточных конвейерных систем. футерованный барабан эффективно улучшает рабочие условия системы, защищает металлический барабан от износа и повышает эффективность обработки материалов. В настоящее время наиболее распространенным методом футеровки барабанов является холодная вулканизация. Этот метод не требует транспортировки на большие расстояния и использования крупногабаритного вулканизационного оборудования и может быть применен на месте, что делает его чрезвычайно простым и быстрым.
В данной статье описываются подготовка на месте, порядок выполнения работ и меры предосторожности при футеровке барабанов. Подготовка:
Материалы: Клей, чистящее средство, средство для обработки металла, резиновая пластина, резиновая заплатка.
Инструменты: Угловая шлифовальная машина, шлифовальный диск из вольфрамовой стали, резиновый нож, трамбовочный ролик, резиновый молоток.
Процесс нанесения футеровки на барабан методом холодной вулканизации:
1.Шлифовка: Поскольку металлические поверхности содержат большое количество грязи, пыли, жира, воды, ржавчины и других органических и неорганических загрязнений, влияющих на смачиваемость клея, необходимо механически, физически или химически придать шероховатость, очистить и активировать склеиваемое вещество. Это изменяет свойства поверхности, способствует хорошему проникновению клея, создает прочное соединение и увеличивает его долговечность. Обработка поверхности превращает металлическую поверхность в высокоактивную, богатую клеем поверхность с большой эффективной площадью поверхности.
2.Очистите полированную поверхность. Грязь, пыль, жир, вода, ржавчина и другие органические и неорганические загрязнения могут повлиять на смачиваемость клея. Используйте чистящее средство для удаления поверхностных загрязнений и тщательно очистите всю поверхность барабана, чтобы предотвратить их влияние на процесс склеивания.
3.Нанесите слой средства для обработки металла равномерно и быстро на очищенную металлическую поверхность с помощью кисти. Убедитесь, что нанесение равномерное и тщательное, без пробелов. Дайте средству полностью высохнуть, примерно через час.
4.Нанесите клей: смешайте два компонента клея. При необходимости смешайте порции каждого компонента в ёмкости в соотношении 100:4. Готовый клей необходимо использовать немедленно и не хранить в течение длительного времени. Равномерно нанесите приготовленный клей на металлическую поверхность барабана и дайте ему полностью высохнуть, чтобы он не прилипал к тыльной стороне пальца. Это займёт примерно 15–45 минут. После полного высыхания первого слоя клея нанесите второй слой. Когда второй слой высохнет, но останется слегка липким (проверьте тыльной стороной ладони), можно приступать к окончательному склеиванию (если второй слой слишком сухой, нанесите второй слой).
5.Положите резиновую пластину на поверхность барабана, чтобы определить контрольную линию склеивания: После нанесения второго слоя клея найдите контрольную линию для резиновой пластины на поверхности барабана. Накройте полувулканизированную поверхность резиновой пластины чистой полиэтиленовой плёнкой. Используя контрольную линию на барабане в качестве ориентира, оторвите полоску пластиковой плёнки шириной 50 мм и начните прикреплять резиновую прокладку к поверхности барабана. Технология холодной вулканизации барабанов широко применяется в ленточных конвейерах в таких отраслях, как шахты, порты, электростанции, сталелитейные заводы, цементные заводы и угольные шахты. Метод нанесения можно адаптировать к конкретным условиям на объекте для достижения желаемого результата.



-


-


-


-


WhatsApp

-
Wechat
